
咨询热线:邵经理
13705882944
咨询热线:邵经理
13705882944


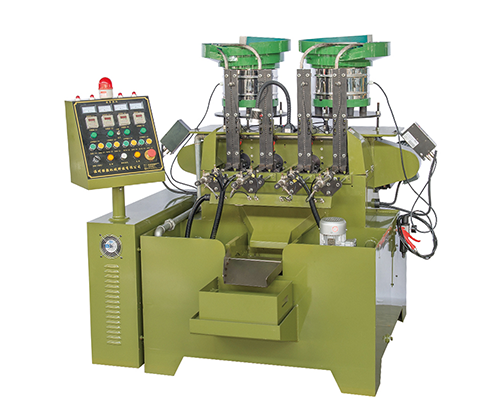
扭力调整:1、通常扭力筒夹的扭力在出厂时即已设定好,但在攻较强韧之材料时或使用一段时间后,必须再调整,设定扭力。2、扭力筒夹外壳有2个小孔,允许做半个凹槽之扭力调整,这在调整M3以下的扭力控制非常重要。3、使用一字起子挑起扣环,用尖嘴钳置入扭力调整环上的2个圆孔内,顺时针转则增加扭力,反时针转则减少扭力。4、调整好后,将扣环插入筒夹外壳的小孔内,扭力即不再改变了。5、扭力筒夹是保证高精度之螺纹,故扭力筒夹不能随意乱放、乱丢、乱摔,以免影响攻丝精度。6、当气动马达不转时,一般情况是气力不够,请检查气压是否调至6-8KG即可。7、当气动马达转,而扭力筒夹打滑,有可能是材质太硬或材质粘性高,请把扭力筒夹扭力调大。

接通电源后, 打开全自动攻丝机的电源控制器,利用速度设置,正旋下来, 伺服电机把电压信号转化为转矩和速度输出,攻丝进行操作,然后按底部逆转。按钮缩回。螺帽攻牙机价格电源线的测量精度高,可通过仪表进行检测。杭州螺帽攻牙机在加工过程中,全自动攻丝机所产生的物体形状必然会产生一定的偏差。然而,控制加工质量是非常重要的。偏差越小,图案就越精细。在加工过程中,过程系统中会出现各种误差。这些误差与工艺系统的布置和切割工艺有关。导致错误的主要因素有:布局方法原理错误、机床的几种误差、调整误差、工具以及夹具制造误差、工艺系统引起的工件误差和磨损;过程系统热变形引起的过程系统变形引起的误差;工件应力引起的误差。

电动攻丝机攻丝动力头结构有必要选用垂直度可调万向型,因为电动攻丝机这种结构注定了该设备有必要具有多工位、多批次、多种类、小批量攻丝功用,假设垂直度不可调,攻出的螺纹是不垂直及无任何精度的烂牙、不合格螺纹,并且极易构成攻丝扭矩增大、丝锥折断等不良现象。假设用工件来效对攻丝主轴的垂直度,不只功率低下,也发挥不了折臂攻丝机的优势,哪宁可购买台型或立式攻丝机更牢靠一点。在寻求高精度、高功率的出产环境中垂直型电动攻丝机必将遭到筛选。电动攻丝机因为选用了电机加减速器这种结构,动力头分量较气动攻丝机成倍增长,有的类型乃至超越十倍以上,所以不能照搬气动攻丝机万向头结构。垂直度调理时应顺利安全,不得呈现松开动力头锁紧手柄,动力头忽然向前倾倒不安全现象。电动攻丝机有必要从头规划更为安全牢靠的万向头结构,避免呈现工伤事故。

1. 检查攻丝机是否发生头部攻击和攻丝机的第二次攻击;如果是这样,应该轻敲第二个功丝孔,然后再轻敲电线。2. 查看井底孔的大小是不是合适的,丝锥能不能进到里面,底孔有没有腐烂。如果发生这种情况,应该立即检查井底的直径,然后取出扩大后的井底进行操作。3.有没有选择攻丝机的攻丝类型,大家有选择的话,应该更新对应的丝锥。并且查看攻丝材料,例如不锈钢制品,硬度过硬,攻丝机强度不大,容易出现打滑。4. 清理攻丝机电机是一件很重要的事情。因为天气热,压缩在空气中的水分会对应增多。在注意空压机压力的条件下,同时要注意清理攻丝机电机。

第一大原因:挡攻丝机攻丝梢磨损或绷簧松懈无力。应查看挡攻丝机攻丝梢有没磨损导致受力不均,再便是查看绷簧是不是调太松或换新的绷簧;第二大原因:攻丝机攻丝皮带调整不够紧或皮带损坏导致打滑。攻丝机攻丝三角皮带太松可调整机器后面的调节螺丝调整到合适状况或换新皮带;第三大原因:攻丝机攻丝小皮带太松可将固定攻丝机攻丝机的四个小螺丝松掉再将攻丝机攻丝机往下压,然后上紧四个螺丝;第四大原因:离合器之刹车电豉不良,可换刹车片或更换攻丝机攻丝机;第五大原因:微动开关坏掉,更换新的微动开关。(怎样更换微动开关待续);第六大原因:凸轮停止开关方位不对。如果发动太慢也会导致攻丝机攻丝的不稳定;第七大原因:材料变形或夹头内残渣过多。应该多查看材料及多清理夹头。
首先,对于使用牙用自动攻牙机设备,人员必须经过培训,对于牙用攻牙机生产厂家,严格检查设备,工厂质检部门应合理检查,有效处理和控制不合格品。其次,生产厂家必须有专业的维修人员来维护自动拔牙机设备。当然,大家应该不断提高人员的专业能力,并采取合理的措施来维护他们。同时,资金必须用于维护。在生产经营过程中,应进行实时控制,避免设备问题不能及时处理,影响生产。
![]()
地址:浙江省嘉兴市海盐县通元镇兴通路387号
手机: 13705882944
电话:+86-0573-86611088
传真:+86-0573-86660056
网址:www.qygyj.com
热门搜索:自动攻丝机,伺服攻丝机,攻丝机厂家
