
咨询热线:邵经理
13705882944
咨询热线:邵经理
13705882944


1、装置于作业渠道上:攻丝机配有法兰底盘,咱们用四个螺丝就能够将其固定在渠道上,但要求此渠道应是整体的一个平面,当咱们装置好;笔直度也调好后,由于作业渠道是整体而且平坦的,所以攻丝机回旋臂所能抵达的当地也便是笔直的了。2、装置于磁力座上:LK901及LK904二种机型合适装置磁力座,但要求被吸付的平面或是机架要厚实、要平坦。太薄(约10mm)以下则吸力不夠,可能会倒下来,若平面上有不平或小颗粒凸起,也是吸不牢的。另外在攻丝时,都应该检查一下笔直度。

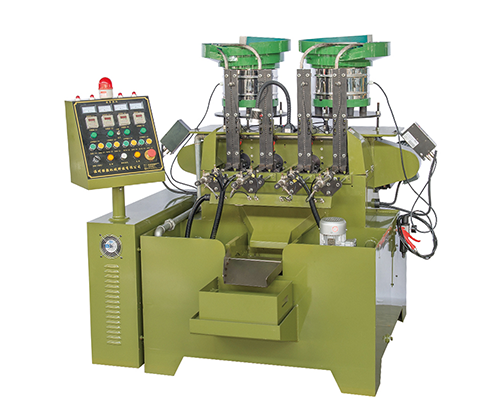
多头攻丝机切削速度,由于钛合金具有大的弹性和变形率,因而需求采有相对较小的切削速度 。在加工钛合金零件的小孔时,引荐采用的圆周切削速度为10~14英寸/分。我们不引荐采用更小的速 度,由于那样会招致工件的冷作硬化。另外,也需留意刀具破损而招致切削热。多头攻丝机容屑槽,在深孔攻丝时,需减少丝锥槽数,使每个槽的容屑空间。这样,当丝 锥退刀时,能够带走更多的铁屑,减小由于铁屑梗塞而形成刀具破损的时机。但另一方面,丝锥容屑 槽的加大使得芯部直径减小,因而,丝锥强度遭到影响。所以这也会影响切削速度。另外,螺旋槽丝 锥比直槽丝锥更易排屑。

调节垂直度。1、让气动马达下方的快换接头与工作桌面或工件的平面接触,确定快换接头与工作桌面垂直,(快换接头与工作桌面无间隙),然后再锁紧垂直板或万向头之4只固定螺丝。2、将空气管接于三联件与马达之间。气动马达。1、气动马达压下前端之"扳机"则马达正转;攻丝,同时压下后端之"反转按钮"则气动马达反转;退出。2、平行臂能很轻易的移动至攻丝位置,不要很用力往下压,让丝锥就像导螺杆似地、无阻力地进出螺孔。

电动攻丝机攻丝动力头结构有必要选用垂直度可调万向型,因为电动攻丝机这种结构注定了该设备有必要具有多工位、多批次、多种类、小批量攻丝功用,假设垂直度不可调,攻出的螺纹是不垂直及无任何精度的烂牙、不合格螺纹,并且极易构成攻丝扭矩增大、丝锥折断等不良现象。假设用工件来效对攻丝主轴的垂直度,不只功率低下,也发挥不了折臂攻丝机的优势,哪宁可购买台型或立式攻丝机更牢靠一点。重庆自动攻牙机在寻求高精度、高功率的出产环境中垂直型电动攻丝机必将遭到筛选。电动攻丝机因为选用了电机加减速器这种结构,动力头分量较气动攻丝机成倍增长,自动攻牙机设备有的类型乃至超越十倍以上,所以不能照搬气动攻丝机万向头结构。垂直度调理时应顺利安全,不得呈现松开动力头锁紧手柄,动力头忽然向前倾倒不安全现象。电动攻丝机有必要从头规划更为安全牢靠的万向头结构,避免呈现工伤事故。
攻牙时,当每个扳手旋转1/2-1圈时,应旋转约1/2圈,使切屑在断裂后易于排出,可降低刃口攻牙的粘稠度。当敲击塑料材料的螺孔时,对钢铁材料,一般要用较高的植物油或二硫化钼。对不锈钢材料,需要用30号油或硫磺油。在攻丝过程中更换丝锥时,应先用手将丝锥旋入螺纹中,直至无法再旋入为止,然后用旋具旋转。当端锥完成并退出时,应避免夹具快速旋转。最好是用手拧开螺纹,以确保螺纹的质量不受影响。

1、扭矩大小可调,不断丝锥:在人机界面上根据攻丝的大小自行调节电机输出扭力,扭力夹头配备过载保护,双重保险,真正做到不断丝锥。2、手动、自动互换攻丝,操作简单化,智能化,人性化。3、内置微电脑:每一组设置过的数据均可保存起来,以后再使用时直接调用,无须重新设置。4、精密行星减速机台湾厂订作,齿轮较市场上的标准件加大加长(耐磨),精密度高;5、支架(平衡杆)采用高强度铝合金,重复定位精确、轻便。6、效率高,性能稳定,持续使用无障碍;7、电动马达为单相400W、600、750W、900W、1000W、1500W、2400W,全部采用220V单相交流伺服电机,能适应不同材质的工件,通孔、盲孔、不断丝锥、丝牙精度高。
![]()
地址:浙江省嘉兴市海盐县通元镇兴通路387号
手机: 13705882944
电话:+86-0573-86611088
传真:+86-0573-86660056
网址:www.qygyj.com
热门搜索:自动攻丝机,伺服攻丝机,攻丝机厂家
