
咨询热线:邵经理
13705882944
咨询热线:邵经理
13705882944


自动攻丝机的切削速度。攻丝机轻便、灵活、高效以及具有其它类似设备无法取代的优点,深受广大用户的关爱。它避免了车床、钻床或手动攻丝的局限,且省时、省力、不易烂牙、丝锥不易折断等,其显著的特点受到用户的广泛好评和采用。全自动攻丝机有精密扭力筒夹,筒夹自身带有过载保护装置。扭力筒夹采用汽车离合器的原理,即便是盲孔,也不必担心会扭断丝攻,有效地对扭力的进行控制,保证丝锥不易扭断或损坏;螺牙精度达到7级或以上,透孔或盲孔攻丝时均不出现断牙、坏牙现象。全自动攻丝机采用压缩空气驱动,快速高效
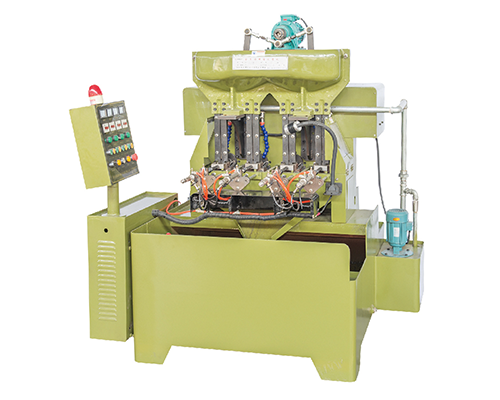
因为全自动攻丝机是一种非标准设备,因此没有自动送料的标准。不一样的产品可能要不一样的喂养方式。有些产品可能要人工放置物料在通道中,有些产品可能要输送带送料,但这取决于产品的种类和客户的要求。例如,全自动攻丝机的一些产品可以使用振动盘来实现自动送料。如果使用振动板给料,产品一定会被100%划伤,所以这种解决方法不能采用。只能用其他喂养方式代替,实现自动攻牙。重要的是在自动送料的时候不存在卡纸或倒送的问题,也没有不送料等问题。如果出现上述任何问题,自动上料机构的不合格将导致整个全自动攻丝机的故障。

1、开端操作前,查看主要锁紧螺栓是否坚固,电源开关及线路是否杰出。按规则穿戴劳保用品,非攻丝工制止操作。2、操作前有必要在规则加油部位注入润滑油、润滑脂等。待该机作业正常、灵敏、牢靠后方能操作。3、攻丝前,有必要将所需攻丝的工件、东西等摆放整齐、顺手。4、调试攻丝机所攻丝的丝锥大小与深度符合要求的尺度后再开端作业。避免滑牙和不够牙。5.操作时禁止戴手套,女员工长头发者,有必要挽入作业帽内。6.关于较深的螺孔或盲孔,要分几回攻入、退出,便于排屑。小工件攻丝时,有必要运用夹具固定,以确保攻丝质量与加工安全。7、攻丝时排出的铁屑铁沫等,应留有空位或槽穴以便利杂物排出,随时收拾。每8-10个工件,丝攻上要加一次润滑油。

第一、攻丝机的攻丝油油膜附着力强,具有强韧的油膜,能够有效的保护丝锥提高螺纹质量。第二、攻丝油的良好的冷去性能可以有效抑制温度上升,减少烧结和卡咬的产生等作用,在减少崩刃与断丝锥方面有特效.第三、攻丝机的攻丝油可以防止工件表面擦伤和起皱,能有效提高加工精度、表面光洁度、工作质量与工作效率。第四、攻丝油的渗透性能,在较高的转速下油品能及时渗透到刀刃上,有效润滑冷却保护丝锥或刀具。第五、攻丝机的攻丝油排屑更加顺畅,攻牙的过程中会产品大量的铁屑,铁屑容易黏在螺纹孔内跟丝锥上面,这个时候就必须用专用攻丝油将铁屑冲掉。
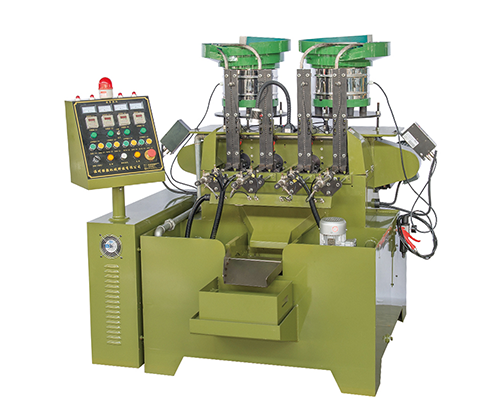
依据攻丝机厂家加工进程的主动化程度不同,攻丝机可分为全主动攻丝机、半主动攻丝机和手动攻丝机等;依据攻牙时是否一起钻孔,攻丝机又分钻孔攻丝机、扩 孔攻丝机等。全主动攻丝机主动化程度高,作业时,只要把零件毛坯放入料斗中即可主动进料,主动定位,主动夹紧,主动攻牙、主动卸料,一个工人能够一起操 作多台设备,生产效率高,可明显节约劳动力成本!攻丝机是现在机床加工职业中使用的较为广泛的一种攻丝技术的加工机械在国内也是众多纷纭不计其数,一些生产的质量优劣也是参差不齐,其中行业中大都的关于攻丝机的笔直度调整以及针对攻丝机在操作进程中的空气要求都做了一些限制。

气动攻丝机螺旋槽丝锥比较合适加工不通孔螺纹,气动攻丝机加工时切屑向后排出。由于螺旋角的原因,气动攻丝机丝锥实际切削前角会随螺旋角增大而加大。珠海攻丝机器经验告知咱们:加工黑色金属的,螺旋角选的小一点,一般在30度左右,保证螺旋齿的强度。加工有色金属的,螺旋角选的大一点,可在45度左右,切削尖利一些。影响气动攻丝机的攻丝速度的因素有许多,攻丝机器厂家具体分析有以下几点:丝锥的材质、种类、吃入的牙数、下孔形状、切削材料及切削油等使用条件。所以在选择全自动攻牙机的时候一定要考虑到这些因素。
![]()
地址:浙江省嘉兴市海盐县通元镇兴通路387号
手机: 13705882944
电话:+86-0573-86611088
传真:+86-0573-86660056
网址:www.qygyj.com
热门搜索:自动攻丝机,伺服攻丝机,攻丝机厂家
