
咨询热线:邵经理
13705882944
咨询热线:邵经理
13705882944

1.气动攻丝机为什么会攻不动?原因:攻不动的原因比较多,供气量过小,夹头扭力不行,气源处理器没安装好,气动主轴没进油,气源处理器与空压机的间隔较远,丝攻挑选不对,产品工件原料过硬等.2. 气动攻丝机夹头老是打滑?原因:是否是丝攻扭力维护筒夹被调理过,产生扭力不行的现象,这个时候用卡环钳将卡圈取下,按顺时针方向旋转扭力变大,调整完后再将卡圈固定即可。假如调理扭力到zui大后仍是攻到一半打滑,说明内部的摩擦片长时间揉捏打滑磨损,这个时候需替换丝攻扭力维护筒夹,正常是发生在长时间盲孔作业形成。

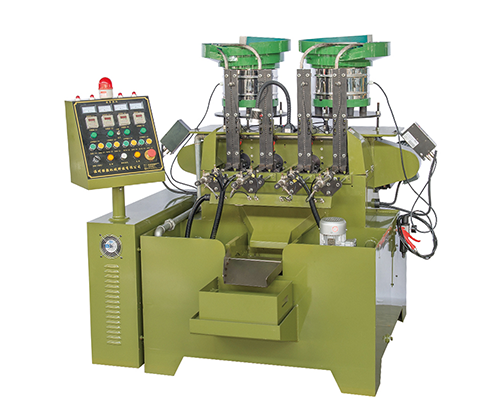
多工位全自动攻丝机是将工艺复杂的产品在生产时简单化,简便化,自动化。那我们要求的工艺不同,那对于这样的全自动钻孔攻牙设备来说,要求就是可以灵活地适应不同客户产品。所以多工位全自动攻丝机的工位数就可以三工位、四工位、六工位、八工位、十二工位等不同需求。那这个工位数应该是谁说了算呢。怎么合理运用才能达到高效又能节约成本成了大家选择的问题。其实多工位全自动攻丝机是一个非标定制设备标准化,将根据产品的加工工艺不同,加工孔位不一样进行了一些简单的划分。三工位全自动钻攻设备是适合需加工的孔位在同一面上,并且能加上多轴器的同时完成钻孔或者攻牙,所以一般工艺在两步以内或分两次可加工完毕的产品就选择三工位全自动钻攻设备。

1、新型zhuanli产品,压缩空气驱动,安全快速高效。2、较小气压力和气量(5-8Kg/cm2),超大扭力输出。3、白山全自动攻丝机能对各种钢材、铁、铜、铝、塑料等材料攻丝。 4、筒夹带过载保护装置,丝攻损伤较少,螺牙精度高。5、操作简略简便,彻底不需要经历和力气。6、加工成本较使用CNC加工中心,铣床带攻丝器或手动攻丝低许多。7、较重的作业物不需要定位装置或移动,作业面积特大(可至Ф4600mm)8、全自动攻丝机设备定位迅速快和较高的切削速度,增加生产量。9、透孔或盲孔,丝攻均不致开裂、笔直、水平(万向)角度均能攻丝。10、加工规模大。

调节垂直度。1、让气动马达下方的快换接头与工作桌面或工件的平面接触,确定快换接头与工作桌面垂直,(快换接头与工作桌面无间隙),然后再锁紧垂直板或万向头之4只固定螺丝。2、将空气管接于三联件与马达之间。气动马达。1、气动马达压下前端之"扳机"则马达正转;攻丝,同时压下后端之"反转按钮"则气动马达反转;退出。2、平行臂能很轻易的移动至攻丝位置,不要很用力往下压,让丝锥就像导螺杆似地、无阻力地进出螺孔。
![]()
地址:浙江省嘉兴市海盐县通元镇兴通路387号
手机: 13705882944
电话:+86-0573-86611088
传真:+86-0573-86660056
网址:www.qygyj.com
热门搜索:自动攻丝机,伺服攻丝机,攻丝机厂家
